Runner components between the two mold plate and three plate mold because there are different functions of these components, but there are several components that can be used in general without looking at the type of mold construction.
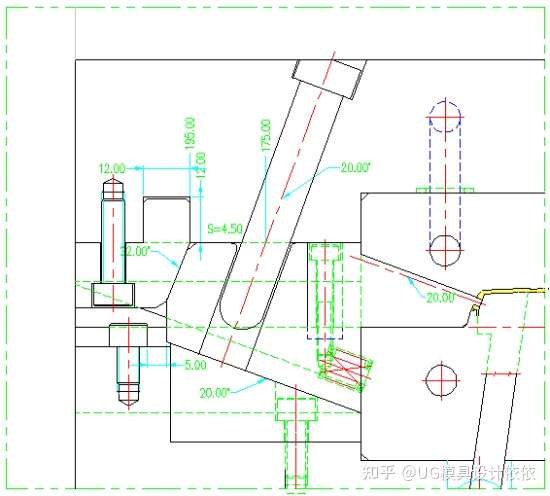
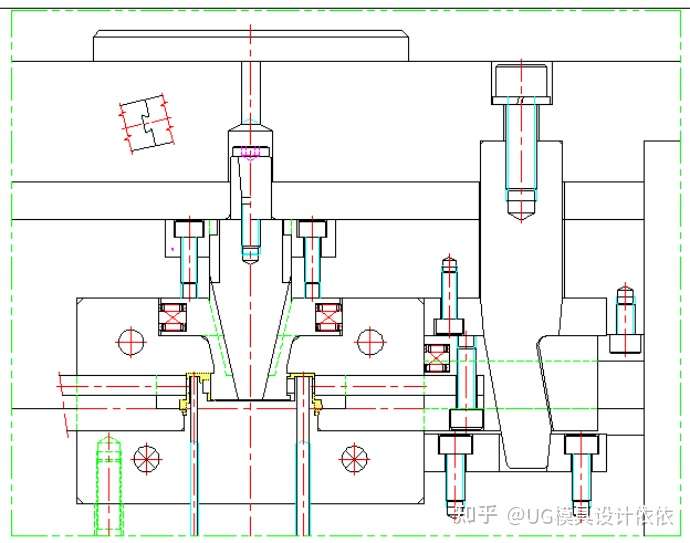
1.Runner lock pinThe main function of the runner lock pin (RLP) is an pulling runner so
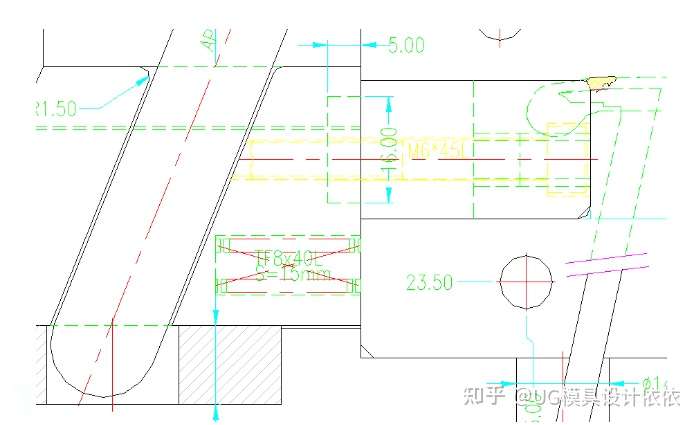
the gate can be disconnected/cut from the product, RLP fitted with a straight gate position, the head planted on the top plate, while in the body mounted on the cavity plate (3) up to the top
plate (1). RLP does not move during the injection process lasts, mold base plate
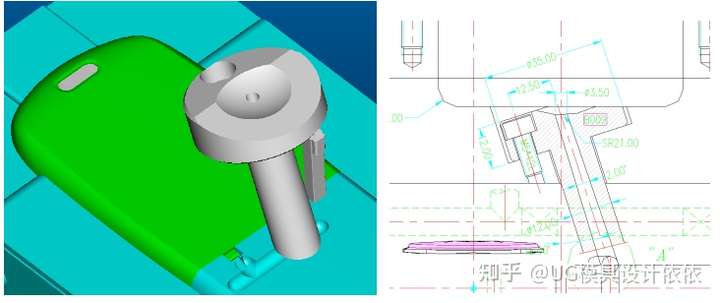
moves accordance with the mold opening sequence, the tip of the runner lock pin is the part that greatly affects the success or failure of the gate runner cutting process. Greater the undercut which is the stronger the ability of RLP to attract runners from the gate, the type of plastic material also influenced for selection of RLP.
2.RLP LockRLP lock have function to maintain RLP order not to loose from its position, there are various ways to lock them RLP
* closed with a locating ring or sprue bush or heat insulation board.
* using a plate
* use a screw plug
3. Bushing RLPhigh cycle time mold or need durability are advised to use the bushing,the benefits include easy maintenance of RLP, more resistant to wear due to friction so it's can avoid direct contact between RLP and mold plate that can caused wears, this method will shorten maintenance time.
4. Ejector runnerOnly used if the runners stuck on the stripper plate mold base or stuck on the cavity mold bases, the use of the runner ejector can help the runner release from the place that was not supposed to stick. Other components are collar to the head of RLP, and change flow components






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}